Thorntons and Coates World
In this section, we have the stories of the Thorntons who may or may not be related but, implied from what do know from the Thornton DNA Project (below) and from geographic placement, probably are cousins. This page contains contributions from what I call "DNA Cousins" with whom I have had contact. We also have overseas adventures of proven relatives such as Thomas and Homer Thornton.
There are many stories and these are a few of them.
Thomas Thornton Returns to Yorkshire
The Thornton DNA Project
The Roman Fort
'Round About Bradford
The Thornton Mill in St. Petersburg, Russia
Albert Coates
Homer Thornton and the OSS in WWII
Thomas Thornton Returns to Yorkshire, Part II, The Family
 In 1880, 33 years after leaving Yorkshire for America, Thomas Thornton went back to Yorkshire to visit and to make a postman’s holiday tour of some of the Bradford-Leeds woolen mills. He was accompanied by his 29-year-old son Joseph. They left New York harbor “the 10th of June (1880) at 10 minutes to eight clock in the morning” on the ship “Pennsylvania State Line.”The people that he visits and that visit him are identified by name, but rarely by relationship. So we can confirm that he had a brother Timothy and strongly infer that he had a sister Betty. His relationship to Sarah Beaumont is not clarified by his writing “Betty & me this afternoon goes to Bodley over Woodhall Hills to se Miles Lockwood. She has a fine place. She is very much like Sarah Beaumont.” In a later letter he refers to going to see “Mrs. Lockwood.” I think of Sarah as Sarah Thornton Beaumont, Thomas’ sister, but the evidence is not clear. He could be referring to Sarah by her married name because of the confusing short menu of names in the family.
In 1880, 33 years after leaving Yorkshire for America, Thomas Thornton went back to Yorkshire to visit and to make a postman’s holiday tour of some of the Bradford-Leeds woolen mills. He was accompanied by his 29-year-old son Joseph. They left New York harbor “the 10th of June (1880) at 10 minutes to eight clock in the morning” on the ship “Pennsylvania State Line.”The people that he visits and that visit him are identified by name, but rarely by relationship. So we can confirm that he had a brother Timothy and strongly infer that he had a sister Betty. His relationship to Sarah Beaumont is not clarified by his writing “Betty & me this afternoon goes to Bodley over Woodhall Hills to se Miles Lockwood. She has a fine place. She is very much like Sarah Beaumont.” In a later letter he refers to going to see “Mrs. Lockwood.” I think of Sarah as Sarah Thornton Beaumont, Thomas’ sister, but the evidence is not clear. He could be referring to Sarah by her married name because of the confusing short menu of names in the family.
One of the most interesting loose ends is Thomas’s relationship to Benjamin Thornton, with whom he spent much time. The Benjamin Thornton that we think is Thomas’s father died in 1864 so this Benjamin could not be his father. But Thomas’ brother William had a son named Benjamin who died in 1890. So this Benjamin could well be Thomas’ nephew.
He finds that many of the family that he had left behind have prospered just as he had done in America. Not everyone in Europe was of the stereotypical "...your tired, your poor, your huddled masses burning to breathe free."
Thomas also found that people here were working only half a day on Saturdays. He seems to be shocked, worth mentioning it twice.
Thomas celebrated his 64th birthday in Yorkshire. From the vitality expressed in the letters, few would have suspected that Thomas would be dead one year and four days later, back in Albion, Erie County, Pennsylvania.
We have four of his letters from this trip. There were more because Thomas refers to a letter of September 4 that we do not have. Each letter is made up of several days diary entries. Below are just the pages from the three letters that mention people and places in the Bradford-Leeds area. (The first letter is published on the "Voyages" page of this Website.)
Be gentle about his phonetic spelling. As he writes in an early letter (see "Voyages") “You must excuse my righting & spelling. If I had been at school as much as some of you I could write some better.”
Monday the 21st
I ham up and on deck at five clock. Expected to be able to see land but was disappointed. Raining and a little fogge. At about 8 clock saw with glass the high rocky gorges (?) of Ireland. Got into the channel. Many vessels in sight & small boats. Got breakfast. We are calculating to get off this vessel today. We are well on board. The highlands of Scotland is just coming into view on our left & Ireland on our right. We are detained by fogs all the way. Got a good dinner. We are going very slow. There is one island on the Ireland side, called Elce Crag (Ailsa Craig, south of Arran, west of Galloway) rock as hard as marble. The report was that it is 900 feet high and 3 to five miles round it. A vessel can sail close to it. It is inhabited with birds, goats & rabbits. Reports was that a vessel had run against it in the fog and demolished it. The highland is a grand sight to see. All shapes of mountains. We enter the River Clyde this afternoon. It is the finest river I ever saw. We got to Grineck (Greenock) a little before dark. This is the place where all the large iron steamers and boats are built. Now it is 21 miles to Glascow and all the way up is docks for boat building. We saw the last one of the eight large iron steamers going to France. It was splendid large steamers. As vessels land here when the river is down, it raises hear about 10 feet. The tide was right for us. We had two tugs to tow us up. We was drawing 22 feet of water. We got into port about eleven clock at Glascow time and Pitsburg time of half past six. Went to bed on boat. All still and quiet. All safe.
Monday the 22nd
Got up at five in the morning the 22nd. All luggage examined by Revenue Officer. Got breakfast on board and (a) pas to Liverpool 233 miles. They run to Liverpool by boat. Our agreement was by water. It is a very ruff coast. There is also a railroad to Liverpool. They gave us our by rail. We had to go through a good part of the city to their depot. It is an old city of about half a million inhabitants. It is not a very hansom city, nor bad looking. We take cars at ten minutes to ten this morning. Their was four of us. They put us into box and locked us up, and went 180 miles by three clock in the afternoon. We go through Dunn Blain (Dumbarton) & Dunn Frees (Dumfries) & Carlile (Carlisle) to a place called Clicfield (?). Now we are 53 miles to Liverpool and only 36 miles to Bradford. We did not now of this till we got hear. We are in Yorkshire now. We could be in Bradford tho first so we take the Midland Road to Skipton, Keighley & Bingley & Baildon & Shipley to Bradford. That 180 miles through Scotland is the first country I ever saw you can see ten thousand acres of land. As you can find 100 acres on the Ridge Road, but it is not possible for me to describe it.
 I got to Betty at six clock to supper. I found them all in good circumstances except Job. He has given up working.
I got to Betty at six clock to supper. I found them all in good circumstances except Job. He has given up working.
Photos: Betty Thornton Ackroyd on the left, Job Ackroyd on the right.
They was looking for me. They had got to know through Joseph sending a paper. We had a good cry & a good laff & chat and went to bed. Slept some.
Wednesday the 23rd
Got up at 6 Wednesday the 23rd. Made a trip round town. Saw brother Tim & many more… Joseph Coates. Mary Horn is looking very old and cast down. All the little ones come to see me. There is so many of them, I cannot think of them all. Goes to bed tired but feel very well with a good appetite.
Thursday the 24th
Got up at 6. Got breakfast then Job and me started for Buckmill, Idle on the train to see Ben Thornton. Found him at home and staid with him all day. If it be all soled as it look he well off. He has a splendid home. They seem to have more & to spare of everything. Comes home on nine clock train in a few minutes and went to bed.
Friday 25th
Got up about 6 clock. I found them all very much better in circumstances than I expected. I was gloriously disappointed Job’s boy Ben is working for his uncle Ben. He has a fine row of houses of his own (?) & Frank in that picture sent just like our Jimmy. He is getting one pound per week & Elizabeth is at home and weaves at new mill. She can earn one pound per week, and Emma is working for Ben. They tell me she is making over 25 shillings per week. Mary Horn told me that her girls was earning from 14 to 20 shillings a week. Job’s Lilley is just like Lilley her model in every way.
Sabbath Morning the 27th
Got up at five clock. Went to Bradford More (Moor). Their was to meet two thousand Sunday School scollers to sing to prepare for the 17th of July. Their going to hold the Sunday school centennial on that day. They are calculating to be present five to seven thousand scollars all to sing together. You may form some idea what they will be. Among other pieces sung on this day was Hallelujah Chorus by all of them. The culmination is their will be all together 35,000. It is going to be a grand affair.
I was talking to Beney Coates, Joseph’s boy. He has been almost as bad as Milley and others I hear of the same. They are all cured with cold water baths. Beney went to Eathley (?). He had a two inch pipe of cold water let on him 10 feet high. He was under it about half a minute at a time. He does it at home now. He has a tub, fills it with cold spring water and has a facet and lets it run down his back. It is the spine.(?) Altogether he say they have cured one hear with a pitcher let run down.
The Back Grace (?) was over hear yesterday. She is looking very well. She is getting along very well. I am sure their are. They all live well & (?).
Friday, July 2
Job & me goes to Beck Botom (Bottom) Mills owned by three brothers named Harpers. Mary Raistrick is their mother. It is the finest place I have seen yet. They have a large two story building & a one story building what they call a shead. It is 246 x 126 feet. They have 10 sets of cards & 120 looms in this, 4 mules (with?) 520 spindles. Their making army cloths & billiard (?) cloths. You would be surprised to see the shoddy they use. All the mills is using part Sidney wool very short staple & most part unwashed. They give for it about 40 cent washed & 20 cent unwashed. Their expecting wool to be lower next sales. In about 5 weeks Ben wants me to shop (?) till that time & go with him to London. I have not given him an answer as yet.
Eccleshill July (?) 1880
Dear Wife & all ours
I take my pen to right to you again. Not hearing anything from you as yet, only 4 papers. I rote to you on the 28th day of June. I am getting uneasy to hear from you. On the 29th I visited the New Mills in by Joseph Baxter & Sons. Their father is dead. There are making Diagonals, backing them with shoddy. They have some very good goods. Their machines is 60 inch old fashioned. They condense their roping to 14 runs, their yarn to about 38 runs.
I went to Bens this afternoon, to Idle. I had a good many people to see me. On the 30th Ben & wife & me takes a ride in a conveyance called a trap to Ekley (Itkley). It is a fine place now. So many fine houses. It was a very fine drive. Got home to Bens about nine clock.
On July (?)th I goes into his (Ben’s?) two mills this morning. He has all sets of cards, four large silinders to a machine. They condence very fine. He has four spinning frames of 200 spindles & 4 mules & 82 broad looms. There are making all Lady Cloth for China. He finishes them all his self. They have 10 different collors. All high collors, scarlet, crimsons & other collors. He ships them all to chiner (China) himself direct. The trade is not so very good just now owing to the trouble China has with Rushia (Russia). Wool hear has been very high. Last winter those that has made it into cloth will never get their money back again.
I go to Bradford this afternoon. I can scarcely find myself. Goes to Lister Park . Lin Lister as close to the park a factory that covers 8 acres of land. (The chimney is) Five stories high manufacturing silk & silk & cotton velvets. He has hundreds of houses all round hear. It is a larger concern than Salt Are (Saltaire, a model factory and community of its time. It is now a UNESCO-designated world heritage center). He (Sir Titus Salt) is a member of Parliament. (The tall chimney of Samuel Lister's mill, aka Manningham Mills, still stands and may be seen from just about anywhere in Bradford.)
Monday, July 5th
Job & me this forenoon goes to Bradford to buy a new hat as mine was getting shabby. I could not get one like my old one so I had to buy a plug silk one. It cost me 12.6 (12 shilling and 6 pence). We went to see George Farmerey. He lives in Bradford. He is about the same old stick. He is keeping a small cloth & flannel store above the old Market place up steps.
Betty & me this afternoon goes to Bodley over Woodhall Hills to se Miles Lockwood. She has a fine place. She is very much like Sarah Beaumont. Martha came to see me from beyond Leeds the other day. She is getting very old. I promised to go and se her at home Tuesday the 6th of July. I go to Idle this morning to Bens. He has a boiler busted at Buck Mills. I go down there all day July 7th. I am visiting at Samuel Coates at Idle with Joseph Hardaker and Joseph & Mary Coates. We had a very pleasant time of it.
Thursday July 8th was at Buck Mills. All day Friday 9th I go to Job again today for a clean shirt. There is so many comes to see me I have no time of my own.
Saturday July 10th
I return to Bens intending to go away to a place called Morkam (?) in Linkenshire (Lincolnshire) but he had his hay cut down. It is very fine dry. We had to make hay all day instead. Almost every day fogey or rainey, a very bad hay time.
Monday July 12th
I went to Job this morning to arrange to go to Bolton Abbey. Joseph Hardaker & Joseph & Mary (Coates) & me & Job & Betty (Thornton Ackroyd) (,) Sarah Ann (daughter of Job & Betty) & husband & Job’s Lizabeth
Eccleshill Sept 9th 1880
Dear Wife & Children all
I sent you my last letter Sept 4th saying that we had not made any arrangements for our passage back as yet, but we have completed it this morning. The vessel Pennsylvania State Line the same as we came on sails on the 24th of this month from Glasgow. We are coming in her. I hope & have faith that we shall be all right. I do not feel much afraid in coming back. We are hear well at present. The crops have been all collected I good order. Their has not been such a harvest for many years. Also for the yield, it is going to mend them very much. Last Sunday Sept 5th I went to the M.E. Church at Greengates. I heard a good old fashioned Methodist surman. First Lesson 59th Chapter in Isaih and 13 Chapter in Mathew & 23 Verse for text.
I was at Idle Monday 6th with Betty. Tuesday 7 I was at Joseph Coates. Wednesday 8th Betty & me went to Mrs. Lockwoods. I am to go to Idle to Bens. I am anxious for the 24th to come so no more until we land on American soil if all is well.
From your affectionate Husband & Father
Thos Thornton
####
Thornton Surname DNA Project
First a borrowed definition: “Because DNA (Deoxyribonucleic acid) collects mutations over time, which are then inherited, it contains historical information, and, by comparing DNA sequences, geneticists can infer the evolutionary history of organisms, their phylogeny. This field of phylogenetics is a powerful tool in evolutionary biology. If DNA sequences within a species are compared, population geneticists can learn the history of particular populations. This can be used in studies ranging from ecological genetics to anthropology; For example, DNA evidence is being used to try to identify the Ten Lost Tribes of Israel.”
Then the opening statement from the Family Tree DNA Web site:
The THORNTON Surname DNA Project
A quick search for the origin of the surname THORNTON reveals that the name in Old English means “from a thorn bush enclosure or settlement.” Anglicized Irish forms of Gaelic surnames are derived from Mac Sceacháin ‘son of Sceachán’ (son of the Briar), or Ó Draighneáin ‘descendant of Draighneán’ (descendant of the Blackthorn). As surnames were adopted approximately 1,000 years ago individuals living in these thorn enclosed settlements adopted THORNTON as their surname (or similar variants). The Domesday Book of 1086 lists 24 places called Thornton. The General Armory of England, Scotland, Ireland, and Wales; A Registry of Armorial Bearing from the Earliest to the Present Time, by Sir Bernard Burke (1884) lists 36 THORNTON families as entitled to bear a Coat of Arms. Today, the THORNTON surname is widely distributed across the globe, all originating from the British Isles within the last millennium.
We now have a large number of THORNTON Surname DNA Project participants from the United States, a few participants from Canada, and we also have a few participants from the United Kingdom! The vast majority of participants (over 96%) fall into one of two genetic groupings (i.e., Haplogroups): either I1 (“eye-one”) or R1 (“are-one”). While there is a significant amount of genetic diversity (heterogeneity) in the R1 group, the I1 group is remarkably homogeneous (90% of the I1 participants are closely related). The THORNTON Surname DNA Project is now at a point where we almost have a critical mass to begin to deconstruct the various THORNTON lineages. In order to connect immigrants in the United States, Canada, and Australia, we will need more participants from the United Kingdom with documented pedigrees...and that's where YOU come in!
A Little Background on Our Project
The Thornton Surname DNA Project was started in June of 2003 by Stan Thornton. His stated goal at that time:
“…in order to see if DNA mapping of Thornton males combined with traditional genealogical research could help sort out the Thomas, Luke, and William Thorntons who seem to be everywhere you look in early Virginia records.”
Since its inception our numbers are closing-in on 100 participants, and we now have 5 different Haplogroups represented. The primary group representing the I1-Haplogroup is deemed “Virginia-A.” The R1-Haplogroup is represented by approximately 10 different subgroups; about one-third of the R1 folks have yet to be placed in a subgroup. In order to further group the R1 people we will need a wide range of Thorntons from across the UK to identify their respective origins.
The success of our THORNTON Surname DNA Project will depend on the number of participants who join our project, as well as the documentation (dates and locations of baptisms, burials, marriages, census & land records, wills, etc.) to connect individuals within each group.
YOUR ASSISTANCE IN RECRUITING NEW MEMBERS IS VITAL! The more members, the more likely it is that you will find a new "cousin." But what we really need right now is people who have documented lineages within the United Kingdom - only then can we begin to trace the origins of THORNTONs around the globe.
http://www.familytreedna.com/public/Thornton
Note: Your Editor/Webmaster became a part of this research project by swiping the inside of my cheek with a provided cotton swab and sending it off to the lab.
The results were posted to the project Web public board as “Group J (Huddersfield / Mirfield, West Riding, Yorkshire) R1b1a2a”. If you are interested, I am Kit #252871.
http://www.familytreedna.com/public/Thornton/default.aspx?section=yresults
Huddersfield and Mirfield are just a few miles south of Bradford and the village of Thornton. I’ll get back to MIrfield a few paragraphs from now.
I have no idea what those numbers and letters mean so I will offer emails from people who do. A researcher with family of my same DNA group, emailed:
These are all different people (referring to three other DNA subscribers) but clearly related to a Thornton in West Riding, England. We just can't find the most common recent ancestor. The Thornton’s go back at least 500 years and may go back to Roman times, hence the Eastern European motif.
Kathy
Later she wrote:
“There are many subclades or tribes but ours is very distinct. I am trying to collect evidence to prove ours came into England from Croatia with the Brueci during Roman times to the fort at Slack and stayed to father children. Your DNA is a closer match to people from the Balkans and not with common ancient Brits, Anglos, Saxons etc. When the Genographic 2.0 test comes out you might want to order it and share your Y DNA mutations to be able to trace the deep ancestry. The terminal SNP (mutation) is going to become more important than the Haplogroup anyway. You may not be related to the first Thornton in England, but you are related to a very interesting line of Thornton’s nonetheless. We can prove you go back to Yorkshire with the DNA.“
Kathy
The Romans were in Britain from AD 43 to 410. Their legions built Hadrian's Wall north of Bradford beginning in AD 122. One source notes dryly “It is thought that some of the garrison may have married and integrated into the local community.”
Another historian has written: “All legionary soldiers would receive a sizeable sum of money on the completion of their term of service: 3000 denarii from the time of Augustus and/or a plot of good farmland; farmland given to veterans often helped in establishing control of the frontier regions.”
The Brueci referred to above were a Pannonian (in territory that is now Croatia, northeast of Italy) tribe that were conquered by the Romans by 9 BC. As they became Romanized and Roman citizens, they were allowed to serve in the Roman Legions. Non-citizens could only serve as auxiliaries.
The much more ambitious Genographic Project referred to above, “…launched by the National Geographic Society and IBM, is a multi-year genetic anthropology study that aims to map historical human migration patterns by collecting and analyzing DNA samples from hundreds of thousands of people from around the world.”
###
The Roman Fort at Slack
In the above section, the possible source of our piece of Eastern DNA is posited to be from the Roman legionnaires in the early Christian Era (CE). Below is a reproduction of an article on the excavation of part of a Roman fort near Huddersfield, just a few miles south of Bradford. Slack/Outlane is just to the west of Huddersfield.
The Archaeological Forum Journal: CBA YBA Yorkshire Volume 1 ¦ 2012 (105-114)
Notes on New Dating Evidence for the Roman Settlement at Slack, Huddersfield, West Yorkshire
Gerrie Brown† and Barry Hobson
Corresponding Author†
Huddersfield and District Archaeological Society (HDAS)
c/o The Secretary, 72 Moorsdale Road, Kirkheaton, Huddersfiled, HD5 OLP, UK
Gerriebrown@hotmail.com
Keywords: Roman, Romano-British, Fort, Vicus, Pottery, Radiocarbon dating, Slack, Brian Hartley
These notes report on recent dating evidence for the vicus area of the Roman fort at Slack near Huddersfield. This site has been excavated by the Huddersfield and District Archaeological Society (HDAS) in 2007, 2008 and 2010 under the directorship of Barry Hobson. Radiocarbon dating of the wood from the water conduit and the analysis of pottery, including that from B.R. Hartley’s 1960’s excavations, have extended evidence for activity outside the fort until late 3rd or early 4th century AD.
Introduction
Until recently it has been accepted by most authorities (e.g. Bidwell and Hodgson 2009; Richmond 1925) that the involvement of the Roman army with the fort at Slack near Huddersfield (NGR SE 084 175) ended about AD 120 and not later than AD 140. These assumptions were based largely on the pottery previously recovered from within the fort which spanned the late 1st and early 2nd centuries (Hunter et al. 1967) and the historical records of the Roman army’s move northwards to Hadrian’s Wall and beyond (Bidwell and Hodgson 2009). However, recent exploratory excavations by HDAS uncovered a complex of conduits designed for carrying fresh water supplies to the vicus area north of the fort and heading directly towards the fort. This work was prompted by earlier geophysical studies undertaken jointly with Bradford University and the knowledge that the field chosen had not previously been investigated nor had it been disturbed by the construction of the M62 motorway.
(Fig. 1, right). Figure 1 A representation of Slack Roman fort on the modern landscape by Granville Clay of HDAS. The M62 motorway is on the right and the vicus excavation site is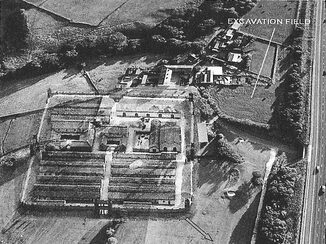 indicated. North is towards the bottom right corner. Unfortunately, parts of these remains are covered by the local golf club house and car park.
indicated. North is towards the bottom right corner. Unfortunately, parts of these remains are covered by the local golf club house and car park.
 (Fig.2, left). Figure 2 Junction point in one of the water supply conduits which is believed to have served the vicus and probably the fort if it was in use in the 2nd and 3rd centuries AD.
(Fig.2, left). Figure 2 Junction point in one of the water supply conduits which is believed to have served the vicus and probably the fort if it was in use in the 2nd and 3rd centuries AD.
Results
The competent construction of the conduits in stone (Fig. 2) with overlapping capping stones sealed with clay and their direction from a spring line towards the fort suggest a military design and use reminiscent of structures seen in Austria between Mauer and Atzgersdorf and also at Laab and in the Lainzerstrausse (Barkoczy 1978). Importantly, parts of the conduit were floored with wooden planking that has been radiocarbon dated to Cal AD 133 to Cal AD 345 (SUERC-16080 GU-15880 1775±35 BP). This therefore implies a later date than the previous estimates.
 This late date is supported by pottery recovered from the same excavations. An unpublished study by Griffiths (2011a) has identified a large proportion of the material especially the black-burnished wares which date to the later 2nd and early 3rd centuries AD. The presence of Cream ware pottery, mainly Crambeck and Aldborough White wares dating from the 3rd to the end of the 4th centuries AD, suggests even later occupation at Slack. This has prompted a re-examination of the pottery finds excavated by B.R. Hartley in 1868-69, again from the vicus area, but not yet published. These artifacts are now in the custody of HDAS and have been found to include a large proportion of chronologically diagnostic pottery manufactured durin the second half of the 2nd century AD whish seems to support the late date. The Hartley collection also contains a small amount of the North Yorkshire Cream wares dating into the 3rs and possibly 4th centuries (Griffiths 201 1b).
This late date is supported by pottery recovered from the same excavations. An unpublished study by Griffiths (2011a) has identified a large proportion of the material especially the black-burnished wares which date to the later 2nd and early 3rd centuries AD. The presence of Cream ware pottery, mainly Crambeck and Aldborough White wares dating from the 3rd to the end of the 4th centuries AD, suggests even later occupation at Slack. This has prompted a re-examination of the pottery finds excavated by B.R. Hartley in 1868-69, again from the vicus area, but not yet published. These artifacts are now in the custody of HDAS and have been found to include a large proportion of chronologically diagnostic pottery manufactured durin the second half of the 2nd century AD whish seems to support the late date. The Hartley collection also contains a small amount of the North Yorkshire Cream wares dating into the 3rs and possibly 4th centuries (Griffiths 201 1b).
Discussion
This new evidence suggests continuing Roman or Romano-British presence in the vicus after the Roman frontier moved north to Hadrian’s Wall and beyond, and that there was a continued importance of the Chester to York Roman road. This could also put into context the late dating of the Roman altar found at Greetland, some 4kn north of Slack fort. The inscription [RIB 627] is dated to AD 208 which may be contemporaneous with the now lost altar Fortune found by the Slack fort bath-house. The inscription [RIB 624] for this survives and its dedication by a centurion of the Legio VI Victrix (the Sixth Legion) cannot be earlier than AD 122 when this legion moved to York from the continent. The Sixth Legion returned from supporting Albinus on the Continent in his attempt to challenge Severus as Emperor in AD 197 and re-established itself at York (Salway 1993). Thus, as the Sixth Legion’s main early task was the construction of Hadrian’s Wall, and as other military units were moved north for this work, it seems unlikely that this legion would have been at Slack at this time. What is more probable is that detachments of the legion were active during the late 2nd and early 3rd century while re-establishing military control of York and the Pennine area.
The presence of (two) altars may also be associated with a third undated Roman altar found in 1882 at Lower Gate, Longwood about 4km south-east of the Slack fort (Richmond 1925) This altar (RIB 623) is dedicated to the same deity of Brigantia as the Greetland altar. On the basis of these the late Professor Richmond suggested that there may have been a settlement of Roman army veterans in the Calder basin in the 2nd and later centuries (Richmond 1955). Their significance is that these apparently isolated altars may have marked boundaries for such special districts.
Conclusion
The authors believe that the new dates and pottery from the excavation and other contextual information indicate continued activity in the vicus to a much later date than previously thought and seems to imply extended us of the military way between Chester and York. HDAS intend to fully publish the findings of the excavations together with a review of the Hartley excavations in due course.
Acknowledgements
The HDAS work at Slack was funded by the Society and its members, assisted by donations from supporters, local associations and businesses. Access to the golf course and facilities was with the kind permission of the officers of the Outlane Golf Club Ltd. Geophysical survey work was provided by Geoscan Research and the Department of Archeological Sciences at the University of Bradford (2006-07). Permission to excavate in part of the vicus was granted by the landowner Mr. Fred Shaw. Trench leaders and excavation teams came from the Society membership under the direction of Dr. B. Hobson.
###
'Round About Bradford
Web Editor’s Note: This piece was painstakingly extracted from William Cudworth’s two-volume book by one of our probable English cousins, Michael Thornton. The foreword of “Round About Bradford” notes the assistance with the maps by “Messrs. Walker and Thornton, Surveyors” and help by others including one “Mr. William Thornton, of Calverley”. It is dedicated “To the hundreds of thousands of sterling Yorkshire men and women residing in the district “Round About Bradford’ and to the many thousands who have removed to distant places”. Cudworth’s book was re-published by Mountain Press, Queensbury, in 1968.
Origins
The writer ( Michael Thornton) is heavily indebted to a book “Round About Bradford”, written around 1880 by a local historian, William Cudworth.
The name THORNTON is ancient and it is likely that all present-day THORNTONS, not just our family, originated in the first century fro the north-east of England.
The name is Saxon and means “enclosure among the hawthorns”. There are several places in the north-east of England of the name, the most significant being Thornton, about three miles from the centre of Bradford. As William Cudworth’s book makes a direct connection with this Thornton, and our branch of the family, the writer believes it reasonable to do the same.
Thornton, near Bradford, is in the Domesday Book where it is called Tarenton. In 1150 a HUGH DE THORNTON had the manor and estates at Elland and Barkisland. Presumably this HUGH DE THORNTON was a descendant of a follower of William the Conqueror who was given the manor some 80 years before, for services rendered at the Conquest when most of the north of England was laid waste between 1066 and 1069.
Present-day people looking at the industrial sprawl of Thornton, may be forgiven for thinking that by the time William the Conqueror got around to finding a recipient for it among his loyal followers, he must have been rather scraping the barrel. Even though Thornton must then have been a pleasant country spot on the Bradford Beck, it was hardly a plum manor and it is highly unlikely that the founder of our family in the U.K. was not a “parfait gentil knight” but a semi-brigand with little more than “a suit of chain, a horse, a lance, and a few hungry followers”, as one historian describes them. However, by 1230 one reads that the THORNTONS had given the village of Denholme to Byland Abbey and, some years later, that ELIZABETH THORNTON, the heiress, had married Robert Bolling of Bolling Hall, so amalgamating their estates.
Those readers who hope for blue blood will be disappointed because this is the nearest the writer can find to it.
Cudworth next mentions a branch of the family being connected with Tyersal Manor, near Bradford, from 1440 to 1792, when a RICHARD THORNTON died without an heir and the manor was sold for £24,750, a colossal sum. Another branch of the family lived in 1600 at Thornton Hall, the ancient building still standing in Bradford, and own considerable lands around the town.
The fortunes of the family as local landowners seemed to decline from that time. By the middle of the 18th century, when the earliest ancestor can be directly connected with us, we find that the THORNTONS were considered “substantial men” around Bradford but were certainly not big land-owning country gentry. Cudworth mentions a few aristocratic families, and other lesser families, including THORNTONS, whose names often figure in the doings of the eighteenth century Bradford and the dozen or so villages within five miles of it.
As this was an important stage in the history of our immediate family, it is worth the writer attempting to describe late eighteenth century conditions in the West Riding of Yorkshire.
On top of the ancient feudal, agriculturally based, social structure, consisting of squire / landlord, parson, and peasant, had been laid new strata of industrial society whose existence came from coal and iron mining, and wool working. These new industries tended from the first to complement each other in that miners’ womenfolk would spin and domestic weavers would use the spun wool and the coal. The population of Bradford and surroundings started to increase sharply as it became a centre of the woollen industry.
The woollen industry had existed from the very early times. Then, a peasant household would shear its own sheep, prepare the wool, spin it (by the “spinsters”) and weave simple garments, all under one roof. By the 18th century this simple system had become a sophisticated industry. It was, however, extremely labour-intensive. By the mid eighteenth century the raw wool was mostly being taken by pack-horse to the West Riding of Yorkshire from all over the U.K. (and even imported) for sorting, washing, preparing, and hand-spinning in small factories. This process required many pairs of hands, a plentiful water supply, and a damp climate, for all of which Bradford had the perfect conditions. The spun yarn was taken again by cart and pack-horse to weavers, who worked at hand looms in their own homes in Bradford and surrounding villages. After weaving there were other finishing processes before the cloth was ready for making up.
The commercial and financial organization of this considerable industry was carried out by dealers, known as “factor”, who would buy quantities of raw wool and then factor it out to the various cottage industries and small firms, and finally sell it to the garment makers.
These gentlemen carried the financial risk of the enterprise and obviously paid the minimum rates fro the various activities. They were generally unpopular and ranked in the social hierarchy of the time with small farmers, innkeepers, shopkeepers and minor professional men. It is family legend that members of our family at this time were factors.
The invention of the spinning jenny around 1770 enabled hand-sorted and prepared wool to be spun by machines, driven at first by horses. This development tended to concentrate the industry still further in larger factories.
By the end of the eighteenth century Bradford had a large population, concentrating in the new wool-spinning factories and mines, with wool-finishing activities still largely carried out by domestic weavers in surrounding villages. It was an ecological nightmare, with streams and rivers polluted by raw wool-washing and dyeing, and open mining, and mining and metal working slag heaps, the latter particularly in the Low Moor area. The mines had appalling labour conditions, especially for women and children, and the new woollen factories were not much better.
An important feature of life was religion. In the seventeenth century considerable efforts had been made to impose the Anglican form of Protestantism on the whole country. However, some dissenting factions remained, and the combination of the failure of the Anglican Church to provide for the new urban concentrations, and the enthusiasm of the Wesleyan revival around 1750, caused a huge increase in “dissenters”. (Readers will find this described in the Bronte sisters’ books, their father’s original parish, before Howarth, being Thornton, their birthplace.) Bradford and the surrounding village abounded in a considerable number of Low Church sects. It is family legend that the THORNTONS at this time were dissenters.
Some more extreme sects called their children by Old Testament names and in Cudworth’s book not only do fairly conventional names like JOHN< THOMAS and WILLIAM THORNTON recur, but one also reads rather surprising names like MOSES THORNTON, who was an eighteenth century workhouse master, IKE THORNTON, who was an eighteenth century huntsman, and ISRAEL THORNTON, was an nineteenth century brickworks owner. (It is highly unlikely that our family were either Jewish or, of course, Papist.
1. JOHN THORNTON
JOHN THORNTON is the earliest member of the family with whom we have a definite connection. He is the recipient of a letter written in 1829 by his son JAMES 2(1) and his daughter-in-law REBECCA, which is still in our possession.
The letter is addressed to him as a mister (not an esquire, at the time when this distinction was important) and as a Mill owner of Stone Hall, Eccleshill, near Bradford, Yorkshire. The letter gives the impression that he was an elderly widower with, probably, younger sons WILLIAM and THOMAS, and probably an eldest son, JOHN and some daughters, two of whose married names were probably BARRACLOUGH and SMITH (recurring CUDWORTH names). It seems likely that he was born around 1760-1770. He seems to have lived with his family at Bankshead in Eccleshill where he owned property. There is no mention of his wife’s maiden name.
Cudworth describes eighteenth and nineteenth century Eccleshill in some detail. The name means hill with a church. In 1800 there was a population of under 2,000, a church, a very few houses along Bankshead, a steep slope down to Undercliffe, an ancient house called Stone Hall on Bankshead in the centre of the village, and Eccleshill Hall, where the Stanhope Stott family lived.
Cudworth states that Stone Hall was pulled down in 1802 and that the THORNTONS in Eccleshill did not live there. He also states that a JOHN THORNTON, who was a wool factor and kept the Punchbowl Inn nearby at Calverley, and THOMAS THORNTON were two members of a syndicate of five who in 1800 started the first woollen mill in Eccleshill, the Old Mill. JOHN THORNTON is described as a pioneer of the use of the horse gin, instead of hand labour, for the sorting and preparation of wool, the spinning and weaving being factored out. The Old MILL was largely destroyed by fire in 1816, and the new mills were built in around 1820, called Union and Stone Hall. The writer believes it was almost certain that the JOHN THORNTON is the same person as the recipient of the letter and that the Stone Hall in the address was not a house but this mill.
Cudworth gives the impression that JOHN and THOMAS and their partners were extremely “where there’s muck there’s brass” characters who worked hard themselves and expected their employees to do the same. He describes them as “typical plodding Yorkshire dalesmen”. Their venture changed Eccleshill from a largely rural village with some cottage industry to a small industrial town.
The first mill to be driven by a steam-engine was started in Bradford in 1820. They tended to enlarge factory size and signaled the ending of cottage industry weaving. The invention of the power loom shortly afterwards brought weaving, too, into the main factory and the weavers became mere employees. It must also have decreased the activities of the factors.
As far as is known, JOHN’S son JAMES 2(1), was the only THORNTON to emigrate to Russia and, and apart from one reference in a letter from New Zealand of 1867, by his grandson DANIEL BATEMAN 5(2) to his brother JOHN 4(2) in Russia, suggesting that he might visit Bradford, the connections with other THORNTONS still in Eccleshill seem to have died away. Certainly, no members of the family in this record returned to live there and, to the writer’s knowledge, no recent member except him has even visited the place.
There must have been connections, however, as otherwise how did the 1829 letter get back into our possession and what took young JOHN THORNTON 20(5) a-wooing to Baildon nearby in 1884? It is possible that this tenuous connection with the place of their family origins was maintained by the in-law Batemans and Firths.
It is an attractive idea that while JAMES 2(1) was founding the family business in Russia, his brothers’ descendants were prospering in Eccleshill. Until recently, there was a textile company called A. & E. Thornton operating there and one of the owners of this company is said to be retired in the Lake District at the time of this writing.
2. JAMES THORNTON
JAMES THORNTON (1), 1797-1869, born Eccleshill, married first in 1820 REBECCA BATEMAN, 1800-1831, of Park House, Low Moor, Bradford, and had children MARY 3(2), JOHN 4(2), DANIEL BATEMAN 5(2), and CHARLES JAMES 6(2). Married secondly in 1833 to ANNE LEE, ?-1834, and had a son WILLIAM LEE 7(2). Married thirdly in 1839 to SARAH WILKINSON, ?-1876, and had no children.
The Bateman family has an important part in this history and they feature prominently in Cudworth’s section on Low Moor, an industrial village about three miles from Bradford. The name suggests a man who brought bate, the North Country word for food, rather like a pie-man or ice-cream man. The Batemans at this time were not such an “old” family as the THORNTONS, but they had become rich at the end of the eighteenth century from a steel wire drawing business established around 1780 at the Park House Works, Low Moor, by Daniel Bateman. Low Moor at this time is described by Cudworth as being most unpleasant with coal and iron miners and their families living in terrible conditions. (Its aspect today is hardly better.)
This history of our family is sufficiently threadbare with out the writer also attempting to unravel the Bateman family, but Cudworth states that two sons of a Daniel Bateman, who either the above founder or his son Daniel, were called William and Samuel, and in 1836 they built a second business in Low Moor for wool preparation, spinning and weaving. William’s son, Daniel, carried on this business and it is he with whom DANIEL BATEMAN THORNTON 5(2) corresponded from New Zealand. Obviously Daniel Bateman was a respected tycoon name at the time.
REBECCA was born in 1800 and called her second son DANIEL BATEMAN so, although the records do not state her father’s name, it seems likely that he was Daniel Bateman and that William and Samuel were her brothers. Mary Bateman (see 5) is stated by Cudworth to be a daughter of a Daniel Bateman of Park House, Low Moor, and, as we know she was born in 1804, it is likely that they all had the same father.
Poor REBECCA died, presumably in Russia, two years after first arriving, at the age of only 31.
One wonders if she had returned to the “native land”, she mentions wistfully in her letter, before dying. Presumably not, as she mentions the journey from England took 24 days.
JAMES’ 2(1) second wife, who he seems to lose no time in marrying two years after REBECCA’s death, was presumably also from Bradford. LEE is a prominent Cudworth name.
JAMES 2(1) went to Russia in 1823 at the invitation of a Count Kamaroffsky, to work in his woollen mill at Ochta, near St. Petersburg. In 1829 REBECCA and their family joined him. Some years later he started his own company, the Thornton Woollen Mill Company (T.W.M.C.), nearby at Alexandroffsky on the River Neva.
The move to Russia was a decisive turning point for the writer’s branch of the family. At that time Russia must have presented similar opportunities to the Middle East today. The long Victorian peace had started, after Napoleon’s defeat 8 years earlier, and many Germans, French and British were ready to transport the fruits of the Industrial Revolution to Russia. Tikes were hard in the U.K. and JAMES 2(1) was a younger son.
JAMES’ 2(1) achievement was considerable. According to the letter of 1829 to his father, JOHN 1, he took over the management of an existing mill and soon won a prize for the best cloth in Russia. This business would have been similar to contemporary businesses in the U.K., except probably for the latest spinning and weaving technology, and would have entailed sorting and preparation of the raw wool received from the wool market, dyeing it, spinning it into yarn, and then weaving the yarn to make bolts of cloth. The latter were probably the finished product. JAMES’ 2(1) remark that “the Masters (owners) know nothing about the trade” has a ring of truth from people in his position today.
JAMES 2(1) then started T.W.M.C. with, I believe, his son-in-law, CHARLES BANSA, 3, as a partner. This mill was horse-driven at first but sometime afterwards an engine was installed and by 1867 a great six-storey extension had been built. Some finished products were certainly bolts of cloth but blankets & rugs were also made, for which the Company was famous. By 1917 T.W.M.C. was a household name in, certainly, European Russia. The writer’s father, DORIS 49(21), recalled advertisements on Russian railway stations comparable with Schweppes or Ford in present day U.K. JAMES’ 2(1) achievements mad e him rich and laid the basis of the family’s wealth. His photographs show a small, virile man, shrewd as one might expect. He evidently was a fairly prominent member of the British business community in St. Petersburg, being invited to the reception for the Prince of Wales in1867. This community had been growing since the foundation of the city in Peter the Great’s time (there is a quarter of the Neva bank known as the English Quay) and by 1917 it held an influential, but not wholly liked, position, somewhat comparable to the British elements in the Argentine or Portugal today, with its own clubs, churches, and sporting facilities. It is interesting to note that several of the wives of his descendants were themselves born in Russia of English descent, and that a small, but progressive, degree of Russianisation began to creep into the family. (Speculation on what might have happened if the family had not been expelled in 1917 leads one to interesting conclusions.)
To those interested in steam power, the development of T.W.M.C. was marked by the replacement of the horse mill by an engine, fed by a boiler fired probably by turf, which was in time replaced by a larger engine fitted with condensers. Photographs of the mill show no fewer than three tall chimneys so that there was probably more than one engine. BATEMAN’s 17(5) letter about the fire of 1892 talks of the “engine end” of the mill so it is highly likely that the building followed the normal pattern of Victorian mills with a huge main engine driving by ropes on a flywheel, the shafts on all six floors.
The main engine was the large horizontal type as can be seen in the Science Museum in London. The awesome power of this huge machine made a strong impression on the childhood memories of the writer’s father, DORIS 49(21), and his elder brother, LESLIE 48(21), and may have accounted for their later fascination with stem equipment. There had been an accident when a cylinder head had blown off and killed someone and DORIS 49(21) as a small boy, remembered vividly always running past that end of the engine in case history repeated itself.
Russian textile mills were generally larger than in Britain and T.W.M.C. employed about 2,000 people at its peak. Many of these would have been women.
There was a lodging house in the mill yard for workers, who presumably returned to their villages periodically, as in South Africa today. JAMES’ 2(1) letter of 1829 to his father, talks of 500 “slaves” who were presumably some of Count Kamaroffsky’s serfs, (serfdom was abolished in 1861).
Presumably the senior management would have been members of the family with a sprinkling lower down of U.K. expatriates and members of the U.K. community, together with an increasing number of Russians. (An uncle of EVA THORNTON 61(48) and the writer, Mr. George Bland, was the son of a store keeper at T.W.M.C. and born in Russia. He still reminisces, to the writer’s slight embarrassment, about life working “at Thornton’s”).
3. MARY THORNTON
MARY THORNTON (2), 1821-1893, married first in 1839 CHARLES BANSA, 1809-1861 of Frankfurt, and had children MARGARET, CONRAD, AUGUSTA and JAMES. Married secondly to Dr. HERMAN CANTZLER, 1806-?, of St. Petersburg, and had no children.
The writer believes that CHARLES BANSA was connected with T.W.M.C. Dr. CANTZLER was a noted St. Petersburg doctor.
4. JOHN THORNTON
JOHN THORNTON (2), 1823-1874, was born Eccleshill, married in 1853 at St. Petersburg HANNAH HUGHES, ?-1873, and had children THOMAS 8(4), SARAH 9(4), HENRY 10(4), KATE 12(4), MARY 13(4), CHARLIE 14(4) and ERNEST 15(4).
JOHN 4(2), seemed to play an active part in the running of T.W.M.C. and evidently was interested in the technicalities of steam power. He died suddenly.
###
The Thornton Mill At St. Petersburg, Russia
We have hints from Bradford area church records that the James Thornton who built the Thornton mill at St. Petersburg is one of ours but we just can't nail it down. The names and places are right so if you will forgive the leap of faith, this is another story of our Thornton and Coates cousins.
(The photo at the right is of the recently "re-purposed" newer version of John Thornton's Stone Hall mill that Rebecca refers to below.)
Mr. John Thornton
Near Bradford, Yorkshire
The big day finally came--V-E Day! It would be worth a lot just to re-live that one day in London. I suppose it was much the same everywhere, but in London I had never seen so much joy and happiness. That evening Piccadilly Circus, a large open paved area where many streets converged, seemed to be the center to which everyone gravitated. The size of the area is tremendous. Picture, if you can, that area filled with one solid sea of humanity. At one side of the square there was a fairly high shelter over a subway entrance. Two of our GIs got an English girl up on top of the shelter and completely stripped her in front of all those assembled thousands of people. The crowd yelled, "Take it, take it off". After that, hers had to be a "well known figure" in London.
With V-E Day over, I started pulling strings for an assignment on the continent, so that no one would get the bright idea of sending me to the Pacific. I wanted no part of that. OSS was very strong in China, Burma-and Thailand. Within two weeks I was aboard a Liberator bomber, with all my drafting equipment. We flew across the Channel and over Belgium, where the Battle of the Bulge was fought. This brought to mind the banner headlines of all the British papers of the period proclaiming, "Monty Does It Again". To keep from having an inferiority complex the British people just had to believe that Lord Montgomery was doing a fine job of leading their forces and helping to win the war. In my estimation, nothing could be farther from the truth. I really felt sorry for General Eisenhower, who was forced to work with and listen patiently to Churchill and Montgomery.
The Battle of the Bulge area was fascinating. The history of the battle could be read visually by looking at former pieces of woodland that had been pattern bombed to the saturation point; by looking at tank battle areas, with still remaining hundreds of crippled tanks; by seeing where bridges had been blown, and new tracks up or down stream to hastily constructed pontoon bridges; and by flattened homes and villages. Such waste and desolation!
Arriving at the Wiesbaden airport, waiting cars and trucks took us six miles to the small village of Biebrich on the Rhine. This pretty little town had not suffered too badly from Allied bombing. Our offices, as well as our temporary home, was to be the Heinkel-Trocken Champagne factory. The spacious and elaborate sales office had been set aside for our use, even though the factory in back of and below the office was still operating. It was owned by General Von Ribbentrop's father-in-law. We always suspected that he was hiding there, but that did not prove to be the case.
The factory had suffered only one bomb hit, which had made a hole in the front corner of the lobby. This hole had not yet been repaired when our advance party arrived. Someone had merely placed an old door over the hole. Having little to do for the first two days while offices were being set up and while waiting for the balance of our party to arrive, I had lots of time to explore the town and, more particularly, our building. At this time our security guards had not begun their 24 hour patrols. One of the first things I did was to remove the old door from the bomb hole and, with the aid of a flashlight, looked down on cords of champagne bottles stacked horizontally about six feet below our floor level. I quickly replaced the door, but stored this information in my mind for later reference.
Let me try to create a mental picture for you of the lobby of the Heinkel-Troken Champagne factory sales building. The building was massive and one entered the lobby through ornate double doors. Straight ahead one was struck by the beauty of a curving double staircase leading to a second floor balcony which surrounded the circular lobby. Overhead, suspended from the two-story high ceiling, in the center of the lobby was one of the most beautiful and massive cut glass chandeliers I have ever seen. Suspended crystals by the hundreds glistened in the reflected light from its many bulbs. The chandelier was viewed to best advantage from the balcony, which led to second floor offices.
Standing in the center of the lobby under the chandelier, with my back to the front entrance, one set of wide curving steps to the balcony was on my left, the other on my right. Straight ahead between the two sets of steps was another closed double door. This looked enticing and demanded exploration. I found the door unlocked. Inside the door, dimly lighted, was a very wide staircase leading down into the depths of the earth, with landings every twelve to fourteen steps. Down about three of these flights was an obviously temporary partition across the stairs, with a small door through it. This was also unlocked. Passing through this door into an even more dimly lit stairway, the steps continued on down into the depths, with a faint light showing at the foot of the steps. I could now hear the rumble and roar of machinery operating in the factory, but there were no windows in this grandfather of all stairways. It was kind of eerie, but I had to see what was at the foot of the steps. Directly in front of me, at the foot of the steps, was a giant oval-ended cask, with similar but smaller ones on either side of it. In front of the center cask was a very dimly lighted statue of Bacchus, the God of Wine.
To my right and to my left paths circled around to the sides of the stairway I had just come down. Leading off from these two paths at right angles were other paths formed by cords of bottled champagne, all placed on their sides. These cords were five to six feet high and the paths they formed seemed to stretch to infinity. There must have been millions of bottles of champagne here. Later I learned more about the champagne making business and this horizontal bottle business was one of the stages in a rather complicated process. Fearing that I might get caught down here, I hurried back up the stairs and closed the temporary wooden door behind me. This was like a scene from the Arabian Nights.
That night three of us groped our way down the steps and liberated a number of bottles. To me champagne is just a good grade of ginger ale that carries a delayed kick like a mule, but this presented a challenge to help pass away a dull evening. The next day the balance of our staff arrived. Apparently some of them had also done a little early exploring. Late in the evening my two buddies and I decided to make a return trip to the Court of Bacchus. By this time the patrol guard had been initiated and we had to time the sentry so that we could enter the stairway unnoticed. This accomplished, we passed through the small partition door and were proceeding on down in the darkness. We thought we heard a movement at the base of the steps, so we crept on down quietly, with periodic stops to listen. Finally, as we had almost reached the bottom, I snapped on my flashlight and found myself looking into the muzzle of a 38 revolver. Fortunately for all of us, this was not a German guard, but my Jewish friend, Abe Yaches, from New York City. He was in charge of our motor pool. More will be heard about later in this story. Abe and his pals were on the same mission that we were. They were a little more selective than we had been, however, for they swiped some of the owner's private stock. This was the end of our forays into the champagne cellars from that angle. The next day the small door was padlocked.
Not to be stopped so easily, we reconnoitered for a few days. The timing of the patrol guard in the lobby was recorded within a few seconds and we had discovered an old ladder outside. One evening we made our strike. The ladder was brought into the lobby and lowered into the bomb hole. Being the smallest, I was delegated to go down the ladder with a bag, load it and pass it up to the others. How those bottles clanked in the bag as they were being handled! I was scared stiff. We had time to acquire three bags of the bottles before time for the guard to make his next round. The fellows scampered up the curving steps with champagne and down the hall to our rooms to divide the loot. The ladder was safely returned to its place and the hole again covered with the door. Through the grapevine the word spread and someone was caught in the act the next night, so that ended our access to free champagne. It wasn't really worth stealing, though, because champagne and cognac were rationed out each week to each person and those who didn't use it sold it to their buddies for a low price. Also, the best champagne in Germany was available for .35 a bottle at the service club. About a week later we were moved into private German homes from which the owners had been evicted.
My "big boss" here in Germany was Mr. Allan W. Dulles, a noted American diplomat and lawyer. He was the brother of John Foster Dulles, Secretary of State during the presidency of Dwight Eisenhower. This man made an untold contribution to the successful prosecution of the war effort. He was responsible for the surrender of the one million man German army in northern Italy, just prior to Hitler's suicide and the collapse of the entire German war effort. Now, unknown to all but a very few, he was negotiating in Switzerland with high Japanese officials for the surrender of all Japanese forces in China, Burma, Thailand and all of southeast Asia. Not many will ever know whether it was his efforts or the effects of the atomic bombs dropped on Nagasaki and Hiroshima which triggered the final cracking of the Japanese forces.
To get back to my story, one of my duties here at Biebrich was to keep track of the location of all of our OSS personnel headquartered here. To facilitate this, I had a special map and large pins with the name of each officer. These pins were moved from place to place on the map as word came in of each person's movements, one day, as I looked out the window that overlooked the courtyard, I saw Mr. Dulles alighting from a car. He had been in Geneva, Switzerland and was returning unexpectedly early. I grabbed his pin and placed it back at Biebrich. Within minutes Mr. Dulles walked in the office, strode over to the map and pulled his pin. He found that it had to go back in the same hole. He turned to me and said, "You're right on the ball, Sergeant".
In late summer of 1945 the war in the Pacific seemed to be drawing to a close and there were rumors that anyone thirty-six years of age or older would be allowed to apply for discharge. Since I had some furlough time coming, I decided-to go to Switzerland. Mr. Dulles executive officer, Col. Maxwell, found out I was going and asked me to buy a nice watch for his wife. Now Switzerland was a very popular place for U.S. personnel to visit, and to avoid completely upsetting their economy, the U.S. forces were rigidly restricted from acquiring more than $50.00 in Swiss currency. This applied to enlisted men and officers alike. I have seen officers trying desperately to pawn valuable army items in Switzerland to get more of the "currency of the realm", but usually without success.
The business of OSS required that we have quantities of the currency of all countries involved in the war. We had to supply it to people we dropped behind the lines. Col. Maxwell gave me a liberal amount of Swiss currency for his wife's watch and I told him I could make good use of some additional money for my own use. He gave more than I needed and I divided some with a buddy who went with me. On top of that, I was given a diplomatic discount through the American embassy in Geneva. Armed with all this much sought-after money, I bought watches lavishly for nieces, nephews, parents and friends, as well as twelve cheap ones for sale. It was a fabulous furlough. Back from Switzerland, I sold the twelve watches to my friend, Abe Yaches, for one thousand dollars. This was the only money I ever made in the service. Abe made one trip a week to our occupied sector of Berlin and usually went loaded with watches, cigarettes, candy, gum, etc. to sell to the Russians. Their soldiers had not been paid for months prior to V-E Day and then with war-time currency which they printed and the U.S. government had to underwrite. They were in Berlin with nothing to spend their money on and would pay fabulous prices for Mickey Mouse watches and American goodies. Abe was quick to take advantage of an opportunity.
I must tell you an incident concerning these watches which has been the cause of many a smile as I remember it. Two or three days before Christmas 1945, Helen and I took four Swiss watches over to my sister Dorothy's, children for Christmas. The three girls decided to unwrap their gifts on the spot, but Charles insisted he was going to keep his until Christmas. One after the other, the little girls discovered their watches and started putting them on. Seeing this, Charles grabbed his package, tore the paper to shreds, and found his watch. Isn't that just the way with our good resolutions! I'd love to have a movie of that bit of action.
OSS had two planes at its disposal and I went to Berlin on one of those trips. This was just a week after we had taken over our sector of the city. It was a sight I shall never forget. No form of transportation was operating; no businesses or food stores were open; only walls of buildings were standing; the streets were filled with piles of rubbish and rubble, which stunk terribly with the odor of rotting human bodies; people wandered aimlessly, many of them carrying briefcases which held all the food and earthly possessions that they owned. War is hell! As we flew over Germany, to and from Berlin it reminded me a great deal of the United States. Every field, forest and village was so neat and well cared for that I wondered what kind of a mad man could start such a war when he had all this.
After returning from Switzerland my discharge was applied for and granted. My group was scheduled to go to Le Havre, be processed and board ship for home. Prior to sending us there, one of the officers loaded a few cases of champagne on one of our planes and flew over there to "grease the ways" for us. Many homeward bound GIs languished in those ports of embarkation for ten days to two weeks. We slipped through in two days. We boarded a Liberty ship and at, last were on our way. We were scheduled to land in New York, but due to bad weather or some other reason we were diverted to Boston. Here again red tape made processing very time consuming and frustrating. The authorities there did not quite understand what sort of hot potatoes our group was, for they were given orders to put us on the first through-train to Washington, without any processing. The others who were bypassed also wondered what kind of pull, we had. We arrived in Washington and were whisked out to the Congregational Country Club (ed.: Congressional Country Club) for a few days of luxury and then a bus trip over to Fort Lee in Arlington for discharge. Here again the path was greased for us and we had no waiting or delays. What an outfit!
My experience in OSS was more thrilling and exciting than any detective story I have ever read or any mystery movie I have seen. It was the opportunity of a lifetime, and it all started in an army latrine. I have often said that I would not have missed my army experience for the world, but I would not want to do it again. I still remember it, good and bad, with a smile.
*********
September 30, 2011
After a scanner and character recognition software were used to convert Homer’s memoir to digital form, the scanning errors and a little bit of the spelling and punctuation were corrected, but his “style” was left untouched. I will send copies of this in digital form—MS Word or rich text formal (rtf)—to family members who request it.
Roy F. Thornton
###